

La espectroscopia de impedancia eléctrica (EIE) es una técnica que consiste en medir la impedancia eléctrica de un medio a varias frecuencias. En un medio biológico, la impedancia tiene un comportamiento específico, dependiente de la frecuencia de la corriente aplicada y diferenciable del que muestran medios sin células o con células muertas. La empresa NTE empezó el desarrollo de esta tecnología en el marco de un proyecto de la Agencia Espacial Europea (ESA)1 y en colaboración con la Universidad Politécnica de Cataluña (UPC).
La División de Transferencia de Tecnología de la empresa NTE se dedica a la transferencia de tecnologías desarrolladas para uso espacial. La EIE ha iniciado dicho proceso de transferencia en el desarrollo de esta tecnología, para su uso en la medida en línea de levaduras viables en el proceso de elaboración del cava, en colaboración con la empresa Freixenet S.A. NTE diseñó un sistema con electrodos, electrónica y software específicos que se ensayó en el proceso industrial indicado anteriormente. Para ello, se establecieron ciertos requisitos para la medida de biomasa relativos a umbral de detección, repetitividad, resolución y exactitud.
Las pruebas realizadas hasta la fecha han demostrado que la tecnología cumple con dichos requisitos. Los resultados para cada aplicación confirman que la tecnología es capaz de medir en línea la cantidad de levadura viable en los tanques de fermentación y monitorizar todo el proceso de crecimiento.
Introducción
La densidad de la biomasa en los procesos biotecnológicos se determina habitualmente por sistemas indirectos y fuera de línea, pero las aplicaciones industriales necesitan medidas automáticas en línea para incluirlas en los lazos de control del proceso. La medida de propiedades intrínsecas de la suspensión celular puede proporcionar estimaciones en línea de su densidad.2,3 Existen detectores de umbrales de biomasa basados en la medida de impedancia eléctrica a una sola frecuencia, siendo la tecnología EIE una mejora del uso limitado de éstos. NTE ha trabajado en el desarrollo de esta tecnología desde el año 1993, elaborando estimadores de densidad de biomasa derivados de la medida del espectro de impedancia eléctrica de una suspensión celular.1 La tecnología alcanzó un estado de desarrollo que permitió su transferencia a aplicaciones industriales. NTE dedicó esfuerzos a contactar empresas que pudieran estar interesadas en este proceso de transferencia de tecnología. De todas las empresas contactadas, Freixenet fue seleccionada de acuerdo con los siguientes requerimientos:
-
- La tecnología debía ser útil para el proceso al que se iba a aplicar.
- Debía existir un interés económico en el uso de la tecnología. Por ejemplo, la reducción del coste del proceso.
- La colaboración debía ser factible. Una empresa con una cierta capacidad de desarrollo era la candidata ideal.
- La empresa colaboradora debía dedicar cierto tiempo de supervisión al desarrollo de la tecnología.
Considerando estos requisitos, NTE seleccionó el proyecto «Determinación en línea de levaduras viables en el proceso de elaboración de cava». La empresa Freixenet se interesó en la tecnología por las posibilidades que les ofrecía de monitorizar el cultivo de levaduras en los tanques de fermentación previos al tiraje. Este seguimiento mejoraría el control de calidad del producto y permitiría llevar a cabo el seguimiento en tiempo real y en cualquier momento del día.
Tras la elección de la aplicación dio comienzo el proceso de transferencia de tecnología, que incluyó un primer estudio de viabilidad, una fase de diseño en la que se decidió la implementación del sistema en un punto concreto de la aplicación, y la validación de la tecnología bajo condiciones industriales. En el presente artículo describimos todo el proceso hasta la obtención de los resultados de la validación.
Descripción de la tecnología
La técnica se basa en un principio de medida complementado con algoritmos específicos y utiliza una electrónica y unos electrodos específicos. Este conjunto de elementos se describen en la presente sección e implican una serie de características de funcionamiento que deberán compararse con los requerimientos indicados por la industria.
Principio de medida
El principio de medida usado es la espectroscopia de impedancia eléctrica (EIE). Esta técnica aplicada a un tejido biológico se ve influenciada por la presencia de células con membranas intactas en dicho tejido. La impedancia eléctrica de un medio con estas características es función de la frecuencia y viene usualmente escrita como sigue:
Z = Re (Z)+ j Im (Z)
donde Re(Z) es la parte real de la impedancia eléctrica Z e Im(Z) es la parte imaginaria de Z. El valor de Im(Z) es típicamente negativo, lo que indica efectos capacitivos originados por la presencia de membranas celulares intactas.
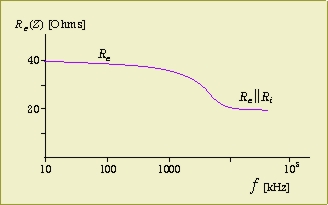
La EIE permite estimar la concentración celular a través de la caída en el espectro de la parte real de la impedancia que ocurre en el rango frecuencial de 10 kHz a 10 MHz (figura 1). La caída tiene lugar para frecuencias por encima de 1 MHz. Las zonas planas en la banda de bajas y altas frecuencias se corresponden a los valores que se obtienen modelando el tejido biológico con un circuito eléctrico como el presentado en la figura 2, un modelo simple de un medio con células que presentan las membranas intactas. Los elementos que lo forman son: Re, que representa la resistencia de la parte extracelular del medio; Ri, resistencia de la parte intracelular y C, capacidad equivalente originada por la presencia de membranas celulares intactas. Estas membranas se comportan como condensadores, por lo que se podrían considerar, en una primera aproximación, condensadores esféricos.
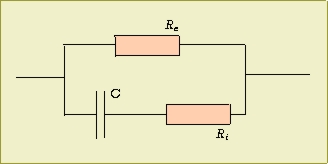
Este circuito eléctrico equivalente modela la caída en la impedancia eléctrica por variación de la frecuencia. Cuando ésta es baja (por debajo de los 100 kHz), la impedancia del condensador C es alta, debido a la presencia de membranas, permitiendo que sólo pase corriente por la resistencia Re. Si la frecuencia es alta (por encima de 1 MHz), el condensador actúa como un cortocircuito y la corriente fluye a través de ambas resistencias (Re y Ri).
Si se representa la parte imaginaria de la impedancia eléctrica de un sistema biológico respecto a la parte real de dicha impedancia, a varias frecuencias (diagrama Cole-Cole), la figura resultante se aproxima a un semicírculo (figura 3), según un modelo bien descrito en la literatura4. Si la medida se realizara en una suspensión de células esféricas idénticas, la figura resultante sería un semicírculo perfecto. Estas figuras no sólo se encuentran en la región de la EIE que se utiliza en la tecnología aquí presentada (10 kHz a 10 MHz), sino que también se pueden hallar en otros rangos de medida, como en el de los gigahercios (GHz) para la relajación dipolar del agua (principio usado en los hornos microondas) o en el rango de los hercios (Hz) para la relajación interfacial.
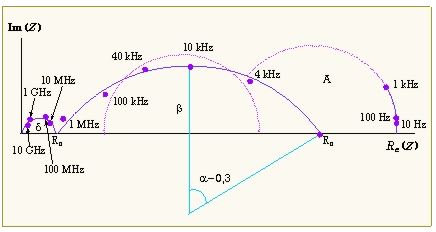
La curva que corresponde a la relajación o caída b no es un semicírculo perfecto. Un modelo para esta curva que se asemeja a un semicírculo se puede expresar con la función de variable compleja presentada en la siguiente ecuación:
[1] 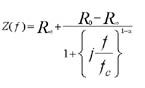
donde Z es la impedancia eléctrica y se expresa como un número complejo, f la frecuencia de la corriente inyectada, R¥ la resistencia a una teórica frecuencia infinita (es decir, una frecuencia a la que la relajación desaparece), R0 la resistencia a una teórica frecuencia cero (una frecuencia a la que la relajación empieza a tener lugar), fc la frecuencia característica (frecuencia a la que la componente imaginaria de la impedancia eléctrica alcanza el máximo). De esta forma se obtiene información sobre el tamaño de la célula. Cuanto más pequeña es ésta, mayor es la frecuencia característica, por lo que la frecuencia característica de una bacteria es mayor que la de una levadura. Finalmente, nos da información sobre la desviación respecto a un semicírculo perfecto, de manera que esta información está directamente relacionada con la dispersión de tamaños del cultivo.
Por tanto, R¥, R0, fc y a son los cuatro parámetros que nos pueden dar información sobre la composición de un cultivo celular: R0 corresponde al caso de baja frecuencia del modelo de la figura 2 y, por tanto, es equivalente a Re, mientras que R¥, que corresponde al caso de alta frecuencia, es equivalente a Re en paralelo con Ri. La principal ventaja de usar este modelo es que se pueden obtener los valores teóricos de los dos extremos planos del espectro de la figura 1. Cuando aplicamos esta medida directamente en las dos zonas planas corremos el riesgo de medir fuera de ellas, porque electrónicamente puede resultar complicado tomar medidas en una zona completamente plana. Se suelen tomar casi en el borde, por lo que se pueden producir errores importantes. Sin embargo, la medición a cuatro frecuencias diferentes del rango 10 kHz – 10 MHz es suficiente para encontrar los cuatro parámetros y resolver la ecuación mediante el método de mínimos cuadrados.
La información contenida en los parámetros fc y a es muy importante para las aplicaciones en las que la población de biomasa es variada. Como hemos indicado anteriormente, fc da información sobre el tipo de células y a sobre la dispersión de tamaños de las células del cultivo5. Se han llevado a cabo pruebas con liposomas para comprobar la fiabilidad de esta información, con resultados positivos.
Estimadores de biomasa
Es necesario desarrollar algoritmos científicos para estimar la concentración de biomasa en un cultivo. El estimador de densidad de biomasa se obtiene a partir del espectro de impedancia eléctrica de dos maneras posibles:
De la medida a dos frecuencias: una baja (LF), típicamente 10 kHz y otra alta (HF), normalmente 10 MHz. La expresión del estimador se presenta en la siguiente ecuación:
[2] ![]()
A partir de los parámetros que resultan del ajuste al modelo de Cole-Cole en todo el espectro de impedancia eléctrica (ecuación 3) y que nos proporciona el estimador para la densidad de biomasa que se presenta en la ecuación 4.
[3] 
[4] ![]()
La segunda opción es la preferible, por lo que se suele usar cuando hay suficientes puntos para realizar el ajuste de datos.
Descripción del sistema
El sistema de medida de densidad de biomasa aplicado en el proceso de transferencia de tecnología se basa en un analizador de impedancia eléctrica disponible comercialmente (HP4192A, Hewlett Packard). El diagrama de bloques del sistema se representa en la figura 4.
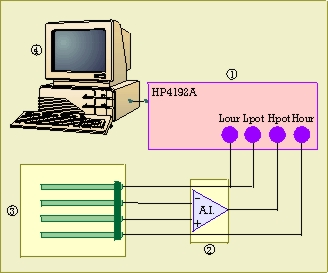
Diagrama de bloques
Para reducir los errores inducidos por la capacidad de los cables y por la impedancia de electrodos, se situó una electrónica remota cerca de los electrodos, del mismo modo que se realizó en el estudio de Gersing.6
Electrodos
Son unas de las partes más relevantes del sistema de medida de biomasa. Para el proceso de transferencia de tecnología aquí descrito se utilizó una sonda patentada por NTE7, la «sonda doble para biorreactores o tanques». Se diseñó y fabricó una sonda cilíndrica preparada para ser insertada a través de un puerto estándar de biorreactor. En la parte inferior de la sonda hay dos grupos de cuatro electrodos construidos con acero inoxidable AISI-316. Uno de los grupos está rodeado por una estructura que permite que se cierre la rendija de medida con un filtro de 0,45 µm de diámetro de malla. La difusión iónica a través de la membrana permitirá medir cambios pequeños de conductividad en el medio. En la estructura de Delrin® se aloja una sonda de temperatura PT100, situada muy cerca de la pared de la sonda doble, que tiene por objeto permitir una medida de temperatura con un tiempo corto de respuesta. La fracción de electrónica remota que utiliza el amplificador diferencial se coloca dentro de la sonda conectada a cada conjunto de electrodos. Toda la sonda se puede esterilizar en autoclave a 120°C.
Especificaciones del sistema
Los requisitos de funcionamiento del sistema se traducen en especificaciones para la medida de impedancia eléctrica:
-
- Ancho de banda del sistema: 10 kHz a 10 MHz.
- Exactitud: La exactitud en la medida de impedancia no es el objetivo principal, aunque sí lo es en la medida de cambio de magnitud, y deberá ser mejor que 0,2 %.
- Resolución: debería poder detectar variaciones del 0,1 % en el cambio de magnitud relativa o cambios en el ángulo de fase de 0,02°.
- Tiempo de respuesta: El sistema deberá ser capaz de realizar 10 barridos en menos de un minuto para poder obtener un promedio de ellos y ofrecer un valor del estimador de densidad de biomasa.
Estas especificaciones derivaron de los requisitos indicados Freixenet para la medida de concentración de biomasa (tabla 1).

Material y metodología
Se utilizó el sistema ya descrito, que se compone de un analizador de impedancias estándar (HP4192A) con electrónica y electrodos específicos. Este sistema se controlaba con un programa específico de LabView®.
Este sistema se controlaba con un programa específico de LabWiew. La sonda doble se conectó al tanque de fermentación a través de un puerto estándar.
En esta sección sólo se describe el trabajo realizado durante las pruebas de validación en la industria. Con anterioridad a dichas pruebas se llevaron a cabo ensayos de viabilidad que permitieron refinar el diseño de los diferentes sistemas de medida de biomasa. Las pruebas de validación se llevaron a cabo en la planta de producción de la empresa Freixenet, en Sant Sadurní d’Anoia, conectando el sistema al biorreactor usado en las primeras fases del cultivo de levadura.
Los parámetros disponibles en fase de pruebas de validación fueron las siguientes:
-
- Temperatura en tanque (en °C), medida por medio de una sonda PT100.
- Concentración de biomasa viable en células / mL realizando el contaje al microscopio con la ayuda de un colorante. Es la medida fuera de línea utilizada por el socio industrial para monitorizar la concentración de biomasa viable en los tanques.
- Conductividad del medio en mS/cm.
- Revoluciones y frecuencia de la agitación del tanque (r.p.m. y ciclos).
- Estimación de biomasa en células / mL obtenida con el sistema de medida de biomasa desarrollado.
Se realizaron dos procesos completos de fermentación para calibrar el sistema en la planta de producción y cuatro procesos completos de fermentación para validar dicha calibración.
Procesado de datos
Las medidas de impedancia eléctrica se corrigieron para los cambios inducidos térmicamente mediante una compensación lineal respecto al cambio de temperatura, en función de una temperatura de referencia y dos coeficientes determinados experimentalmente. La temperatura de la suspensión celular se midió con un sensor PT100 introducido en la sonda y en la probeta.
El ruido se procesó por dos métodos:
-
- Los artefactos producidos por interferencias eléctricas espúreas y por burbujas grandes capturadas por la sonda se compensaron usando un filtro de mediana no lineal.
- El resto de ruido, de naturaleza gaussiana, debido a burbujas pequeñas y a ruido electrónico, se compensó con un filtro de media móvil y una longitud que se ajusta para cada aplicación (la típica para un crecimiento de levaduras es de 30 minutos).
Resultados y discusión
Los resultados de las pruebas se resumen en la tabla 2. Dos de las características del sistema resultaron bastante por debajo de los requisitos: el umbral de detección y la resolución. Otras dos características se encontraron ligeramente por encima (exactitud: 5 millones células/mL, frente a los 4 millones requeridos; repetitividad: 3,6 millones células/mL frente a los 2 millones requeridos). El socio industrial consideró la discrepancia como baja.
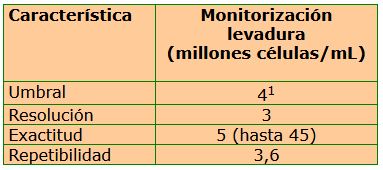
1 El valor más desfavorable obtenido
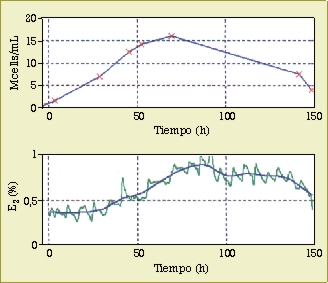
El proceso se siguió satisfactoriamente en condiciones industriales. En la figura 5 se representa una curva de crecimiento en la que se observa tanto la estimación de biomasa usando el estimador E(%) como por el método usado en la planta de producción de Freixenet (tabla 2).
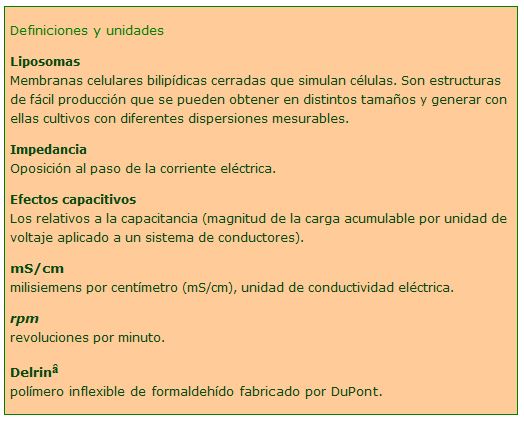
Definiciones y unidades
Conclusiones
De los resultados presentados podemos concluir que los sistemas basados en la tecnología de EIE satisfacen la mayoría de los requisitos indicados por la industria. El sistema descrito puede ser utilizado satisfactoriamente en la aplicación industrial para la que ha sido probado, la medida de levadura en sala de fermentación.
Proyección futura
El trabajo que NTE está llevando a cabo actualmente para desarrollar tecnología dirigida a la medición de levadura se dirige a dos actividades principales:
- Instalación de un sistema de monitorización del cultivo de levaduras en Freixenet, S.A que permitirá hacer un seguimiento continuo y en tiempo real del cultivo de levaduras en 21 tanques de fermentación.
- Desarrollo de un sistema de monitorización de bajo nivel de biomasa, en colaboración con Freixenet y la ESA.
Agradecimientos
Deseamos destacar el papel de empresas como Freixenet en el éxito de innovaciones como la descrita en este artículo. En nuestro caso, la colaboración con esta empresa ha sido vital para que esta tecnología fuera finalmente transferida de la ingeniería espacial a una aplicación industrial. En especial, nos gustaría agradecer a Josep Bujan su apoyo al desarrollo de esta tecnología.
Bibliografía
- Elvira J., Gòdia F., Cairó J., Montesinos J.L., Riu P.J., Bragós R., Tamponnet C.: «Control of Biological Life Support Systems: Development of non-invasive, Direct Monitoring of Free and Immobilized Biomass Concentration in a Bioreactor», 25th SAE Int. Conf. On Environmental Systems San Diego, juliol 1995.
- Davey C., Todd R., Barrett J.: «From Concept to Market in Industrial Impedance Applications»,Annals of the New York Academy of Sciences 1999; 873: 239-244 (X ICEBI Conference, Barcelona, abril 1998).
- Mishima K., Mimura A., Takahara Y.: «On-line Monitoring of Cell Concentrations during Yeast Cultivation by Dielectric Measurements», Journal of Fermentation and Bioengineering 1991; 72: 296-299.
- Foster K.R., Schwan H.P.:«Dielectric Properties of Tissues and Biological Materials: A Critical Review», Critical Reviews in Biomedical Engineering 1989; 17 (1): 25-104.
- Bragós R., Gàmez X., Cairó J., Riu P.J., Gòdia, F.: «Biomass monitoring using impedance spectroscopy», Annals of the New York Academy of Sciences 1999; 873: 299-305.
- Gersing E.: «Measurement of Electrical Impedance in Organs-measuring Equipment for Research and Clinical Applications», Biomedizinische Technik 1991; 36: 6-11.
NTE, S.A.: «Method and Apparatus for Biomass Composition and Concentration Measurement», European Patent Application 1999 (99500057.7).


{kind=link}